在庫の見える化・適正化なら「SynCAS PSI Visualizer」
【 需要予測と在庫可視化で効果倍増!在庫削減の基本ノート 】【 価格や見積もりについてのお問い合わせ 】
在庫の適正化。これは在庫の管理担当者であれば誰しもが願うことです。このため多くの企業では「安全在庫」を設定し、その適正維持に努めています。しかし、作業を人間(経験と勘)に頼っているケースが多いようです。
これが目の届く程度の品目数ならいいのですが、1人で数百点もの担当品目があると、とてもカバーできません。客観的な数値により安全在庫を求めることはできないのでしょうか。膨大な数の品目でも、自動的に割り出し、在庫担当者の負荷を軽減する方法を探ってみましょう。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
安全在庫の設定を人間に頼ると、どうしても欠品を恐れ、安心できる在庫量を持ちたがります。安全在庫ではなく安心在庫になってしまっているわけです。品目数が多くなると、その設定はさらに甘くなり、見直し頻度にもバラツキが出てしまいます。
過剰在庫が多くなるだけでなく欠品も起こしやすくなります。
安全在庫を求めるには計算式(下記、補足参照)があり、これは広く知られているところです。
この計算式で問題となる1つのパラメータが、「発注リードタイム」。
発注リードタイムはサプライヤーに依るところが大きく、発注側だけで決めることはできません。
適正な安全在庫が計算できない要因の一つとして、発注リードタイムがわからない、あるいはあいあまいに設定していることが挙げられます。
マスタ情報の発注リードタイムは定期的に見直す必要がありますが、品目数が多いとこれも困難で、信用がおけない数値となっています。
安全在庫を求める計算式は以下となります。
安全在庫=安全係数〔K〕×販売量の標準偏差〔σ〕×√(発注リードタイム+発注間隔)
安全在庫の計算式は、計算の煩わしさにも課題があります。個々の品目の計算はエクセルでも可能です。
しかし、これをエクセルで品目個々に計算するのは大きな負荷となります。管理担当者が安全在庫の計算式を独自に味付けしている場合もあり、属人化やノウハウの継承に課題が残ります。
『SynCAS PSI Visualizer』では過去データから安全在庫の推奨値「リードタイム最大変動」を割り出すことができます。
図1の右上に青く伸びている曲線が販売実績(累計値)、入荷が3回あり、入荷と入荷の間隔を「実態のリードタイム」とし、それらのリードタイム間の平均需要量を計算し、最もブレている差を「リードタイム最大変動」とします(図1の右側)。
リードタイム最大変動は持つべき在庫量を示し、安全在庫の推奨値として活用できます。
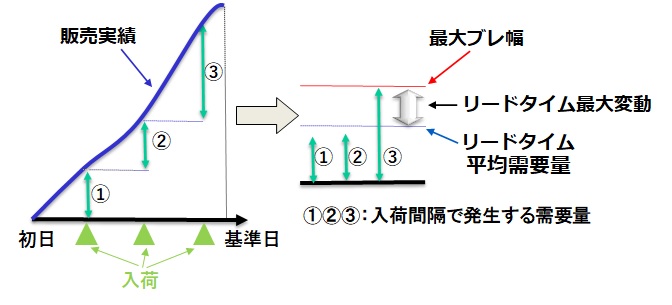
図1:リードタイム最大変動の考え方
リードタイム最大変動値をPSI Visualizerの詳細グラフに表示させたのが図2です。リードタイム最大変動は青い直線で引かれています。
一方、赤い直線が現状の平均在庫水準で、現在の安全在庫に近い値です。リードタイム最大変動と平均在庫水準の乖離が大きい場合は、在庫の持ち方を検討する必要があります。
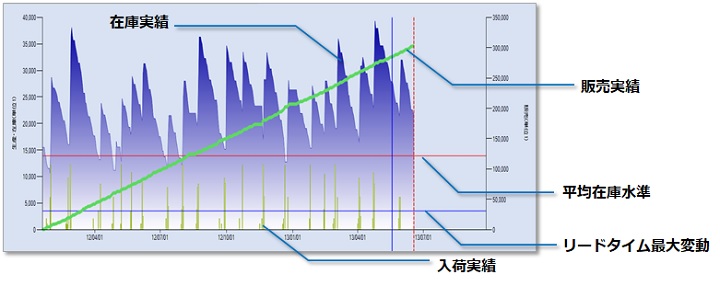
図2:推奨安全在庫と現状安全在庫の乖離
リードタイム最大変動は推奨安全在庫として、そのまま使うこともできますが、ベンチマークとして現状の平均在庫水準と比較し、在庫改善の検討材料にするこができます。理想はリードタイム最大変動と平均在庫水準がほぼ一致していることです。
これが乖離して、リードタイム最大変動があまりに上部にある場合は、過剰に在庫を抱えていることが考えられます。
逆にリードタイム最大変動より下に平均在庫水準がある場合は、欠品の危険性を示しています。在庫推移サムネイルにリードタイム最大変動(青線)と平均在庫水準(赤線)を表示させたのが図3です。数多くの品目に対して安全在庫の適正度合を直感的・瞬時に判断できます。
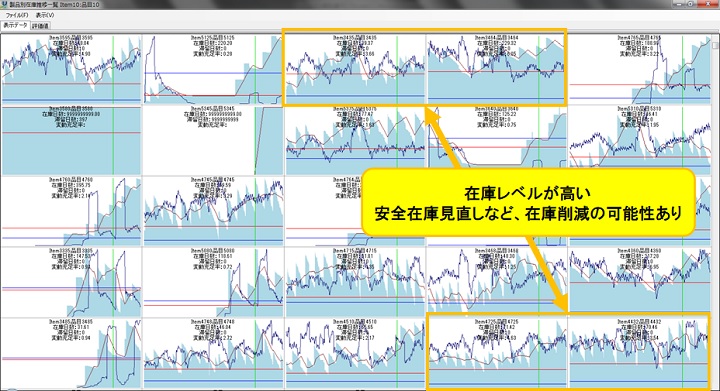
図3:サムネイルによる安全在庫ベンチマーク
『SynCAS PSI Visualizer』のLocatorで、マスタ上の発注リードタイムと実態の発注リードタイム(入荷実績)を表示して、マスタ上の発注リードタイムの精度を確認できます。大きなバラツキがある場合は、発注リードタイムを見直すか、サプライヤーへの指導の必要性があります。
図4の網掛け領域は、マスタ上の発注リードタイムより実態の発注リードタイムが長く、常に納期遅れが発生している品目です。指導しても改善されない場合は、サプライヤーの変更等も考えられます。
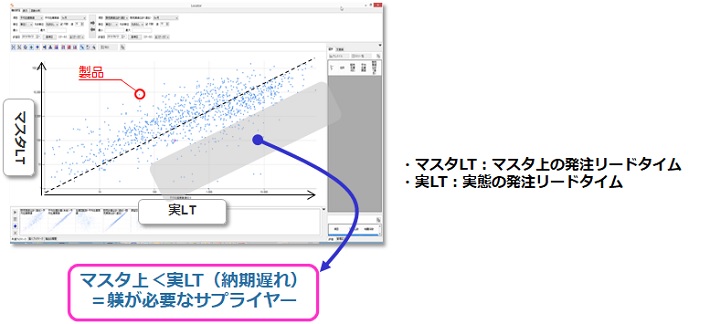
図4:Locatorによるマスタ精度評価
このように、『SynCAS PSI Visualizer』では、発注リードタイムが不確実・不明確でも、「リードタイム最大変動」を活用し、安全在庫の適正化を支援できます。さらに、発注リードタイムが不明確なサプライヤーに対しては、Locatorを活用することで「交渉・評価・教育」といった「躾」をすることも可能となります。
品目数が多くても『SynCAS PSI Visualizer』があれば、効率的に安全在庫の見直しができ、サプライヤーとの交渉ができるようになります。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
第5回「欠品予備群をなくし即納率を高めながら過剰在庫を防止する方法」
ご紹介した『SynCAS PSI Visualizer』の詳細な資料は下記よりダウンロードできます。可視化して在庫削減に成功した企業の事例などもございますので、ぜひお気軽にお申込みください。
その他、デモ・トライアル・導入相談など、お問い合わせも受け付けております

おすすめソリューション

