在庫の見える化・適正化なら「SynCAS PSI Visualizer」
【 需要予測と在庫可視化で効果倍増!在庫削減の基本ノート 】【 価格や見積もりについてのお問い合わせ 】
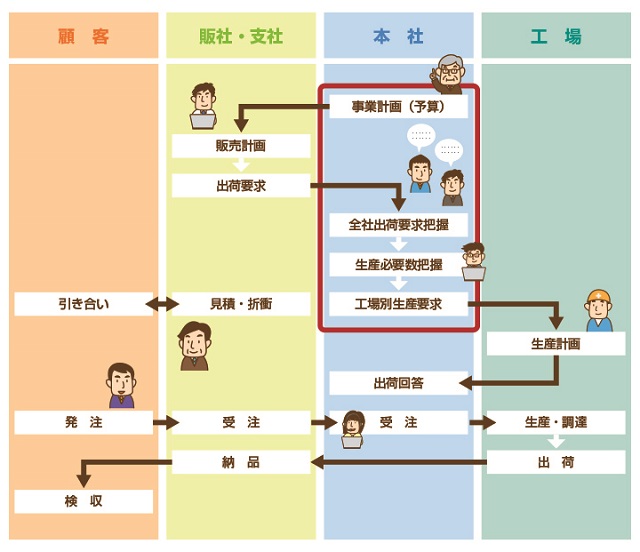
需給在庫調整業務の全体像を俯瞰すると下記のような図になります。
このような業務の流れの中で、PSI Visualizerがどのように活用できるのか、詳しくご紹介しましょう。
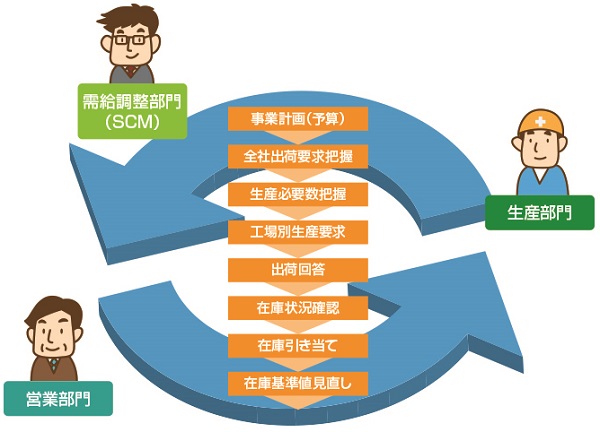
PSI Visualizerの主な利用部門は本社需給調整部門です。販売の状況が計画通りか、需給バランスが崩れていて過剰在庫、滞留在庫、欠品の状態になっているアイテムが無いか、そして、次の生産(補充)予定が適正で需給バランスを崩さないか、などを集中的に監視・統制する業務をサポートします。
PSI Visualizerは、需給在庫調整業務の中でも、営業と生産部門が関連する下記のような業務プロセスで大きな効果を発揮します。
PSIバランスを最適に保つには、社内関係部門の協力が欠かせません。しかし、正確で鮮度の高い情報が得られず、部門最適化に走りがちとなり、部門間の動きがチグハグになっている企業が散見されます。その結果、PSIバランスが崩れ、無駄な調整作業が発生してしまいます。
だからこそ、PSI(生産・調達、販売・出荷、在庫)情報を需給調整部門が統括し、そのPSI情報を営業部門と生産・調達部門で共有後、必要な対策を素早く打つ合意形成がもっとも重要となるのです。そのため、PSIバランスを素早く評価できるPSI Visualizerは、合意形成において重要なツールとなりえます。では、実際のモデルケースを用いてPSI Visualizerの活用方法と機能についてご紹介します。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
PSI Visualizerを使ったPSIバランス調整の例を電子部品メーカーA社を例にご説明します。
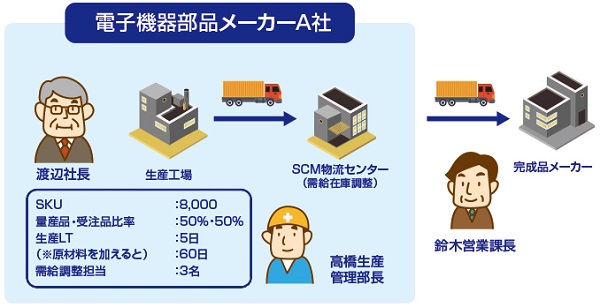

中堅電子部品メーカーの渡辺社長は創業家の三代目社長で順調に業容を拡大してきてきたが、国内家電メーカーの統廃合や海外メーカーとの取引拡大など、これまでに無い販売環境に対して、欠品の多発や一方で製品ライフサイクルなどの影響もあり過剰在庫が発生するなど、在庫問題が発生した。お客様にご迷惑がかかるだけでなく、経費を圧迫し思うように営業利益が伸びないという課題を抱えていた。
そこで、需給バランスの問題を解決し在庫適正化を目的に改善策を関係部門に指示し、現在の在庫に対して20%の削減と3%から1%以下に欠品率を抑える中期計画の作成を開始した。

在庫適正化プロジェクトリーダに任命された高橋生産管理部長は、過去に営業部門や経理部門を経験したものの、生産管理部門の経験は少なく、自身も日々生産調整の手間や急な休日対応などの問題に対して何か手が打てないかと、各種在庫適正化セミナーを受講したり、インターネットなどを利用して情報収集を行っていた。
営業販売活動支援(SFA)や生産管理システムなどの情報システムを導入し、全社情報強化などの提案はあったものの、システム化だけで、本当に根本の改善にいたるかという疑問を抱いていた。
そこで、高橋生産管理部長は、日々発生する需要と供給の状況がどの様に発生しているかの現状をしっかりデータ分析する事から始めるべきと考えた。主要製品をいくつかピックアップし、日々の生産、販売のデータを集め、部下にEXCELを使って、データの可視化を指示した。これまで、月単位で評価していたPSI情報を日単位にして、その動きをトレースした(以下、日々トレースと呼称します)。すると、販売状況と生産タイミングのバランスが悪いものが次々に見つかった。
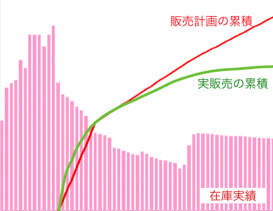
新製品の在庫と販売を日々トレースしたところ、右のグラフが出てきた。
当初の販売計画に対し、実際の販売が予定を下回り、その後の追加生産によって、在庫が積み増され、販売低迷に伴いそのまま在庫が高水準のまま推移している。
高橋生産管理部長は、元自分の部下であった営業部門の鈴木営業課長にこのグラフを見せ、今後の販売の見通しを確認するとともに、生産部門に対しても、この製品の次の生産予定の有無や資材の手配状況を確認した。
営業部門では、販売の見通しを確認するとともに、追加の販売先の確保などの対策をとってくれることになった。生産部門では、追加生産を来月に予定していたが、原材料のサプライヤーへ納品の延期を申し入れ、生産予定を一旦保留するなど、これ以上の在庫増加を防ぐ対策を打つこととなった。この製品は、その後、販売増加策が功を奏し、適正な在庫を取り戻す事に成功した。
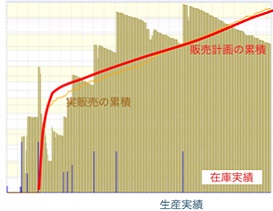
次に、違う製品の在庫と販売を日々トレースしたところ、このようなグラフが出てきた。
販売は順調に伸びているものの、生産量が多く在庫が右肩上がりに増えているというものだった。
先月の製販会議で販売が順調に伸びているという報告があった製品だが、在庫がこれほど増え続けている実態はそのときには把握できていなかった。販売は計画をやや下回っているものの、ほぼ堅調でむしろ生産量が適切ではないのではという問題がわかった。
調べたところ、この製品に使う原材料の在庫が消費期限に制約があり、納品から一定期間内に使用しないと無駄になるという特殊な原材料だった。そのため、生産計画を前倒しして生産を進めたという実態がわかった。また、この原材料はすでに使い切っており、追加の調達も行っていない事がわかった。調達部門では、原材料メーカとの交渉の中で納品価格を10%値下げする条件でこの調達を行った事実も確認ができた。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
今回は試験的にいくつかの製品で、在庫と販売と生産の関係を確認したわけだが、このようにデータを集め、可視化することで、需給バランスが確認できることがわかった。そこで、高橋生産管理部長は、今回は手間をかけてエクセルを使ってグラフ化したが、これを効率よく処理するシステムを作り、日々の需給バランスをチェックする仕組みを導入する事にし、早速情報システム部門に相談した。
情報システム部門では、販売管理、生産管理、在庫管理などの各種システムの開発から運用保守を行っており、高橋生産管理部長のリクエストからグラフ化をするシステムの検討を行った。A社で取り扱う製品は、8,000あり、原材料も加えると15,000となる。さらに、高橋生産管理部長のリクエストには、中間仕掛品の可視化や、全国3箇所にある在庫倉庫の可視化もあり、延べ30,000近い製品、原材料の在庫可視化が必要となった。
そのため、エクセルでの可視化には限界があると判断し、専門のツールがないかさらに調べたところ、PSI Visualizer という、在庫評価可視化システムがあることがわかった。
高橋生産管理部長は、PSI Visualizer 導入検討と並行して、需給バランス適正化の手順の検討を始めていた。
A社の商品は8,000に及ぶため、この分類をしたところ、長年A社を支える主力製品が約500、製品の改良を含めたリニューアルが100、新製品は約50、その他は中需要品が多くを占め4,800、低需要品が2,550という構成になっていた。EXCELを使ったサンプル評価から、下記の3つの方法で適正化を目指していくことにした。
過剰在庫・滞留在庫
低需要品の中には半年以上出荷がない製品があり、しかも大量の在庫を抱え、各倉庫に保管している。この在庫を一箇所に集め、無駄な保管スペースを減らすとともに、販売促進策、又は廃棄の検討を行う。

高回転品で生産リードタイムが比較的長い製品があり、原材料の調達や生産計画の調整の関係で短期欠品が発生している。需要の変動とあわせて、在庫保有日数と生産リードタイムを意識した生産時期の遅れが発生していないかの検討を行う。原材料も同様に、生産への遅れがないか、また、手配が早すぎないかをあわせて確認する。
これまで、在庫水準の見直しは定期的に行ってこなかった。主力製品については目が届いているが、30,000にも及ぶ製品、原材料のすべての在庫水準を見直すのは事実上、手作業では無理だった。安全在庫水準の定期的見直しが行える仕組み作りを検討する。
この検討の結果、PSI Visualizerの製品紹介を受けた高橋生産管理部長は、このツールの導入を即決した。高橋生産管理部長の考える上記3つの手順を実現できると直感したからだ。
ここから、PSI Visualzierを使って、高橋生産管理部長の考える在庫適正化を実現する、問題製品の抽出手順をご紹介します。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
「過剰在庫、特に滞留在庫の撲滅」は次のような手順で進めます。PSI Visualzierの「Locator(ロケーター)」を利用します。PSI評価には、平均在庫実績と滞留日数を用います。これにより、滞留日数の長いものが右側に並び、さらに在庫量や金額が大きいものが上にプロットされます。
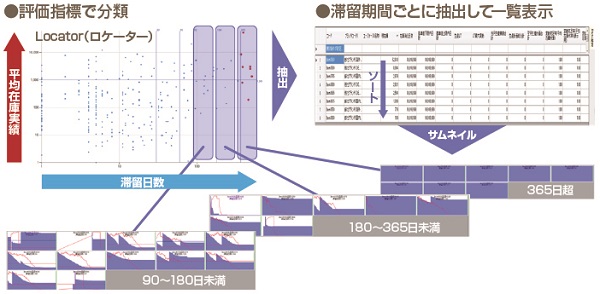
範囲を指定して抽出する事で対象アイテムが一覧表示できます。滞留日数や在庫金額で並び替え(ソート)し、リストを作るとともに、在庫推移をサムネイル表示させることで、滞留の様子がすぐに把握できます。上記の画面サンプルでは、滞留期間が90~180日、180~365日、1年以上の3区分に分けてサムネイル表示をさせています。
これを使って、営業部門に販売促進策の検討を依頼したり、財務部門や物流部門に、保管場所の集約や管理コスト軽減策の検討、廃棄時のコストなどの検討を依頼することができます。
|
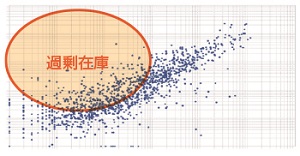
PSI Visualzierの「Locator(ロケーター)」は、様々な評価軸の設定ができます。例えば、「販売実績×平均在庫(右図例)」「平均在庫計画×平均在庫実績」「在庫回転率×平均在庫金額」などです。右の青点は在庫管理する対象の製品になり、右の場合は丸枠部分が過剰在庫ということになります。 |
|
|
これにより、右のように、様々な軸でPSI評価を実行することが可能です。KPIの軸の組み合わせは自由で、評価したいKPIに合わせて組み合わせることが可能です。 |
|
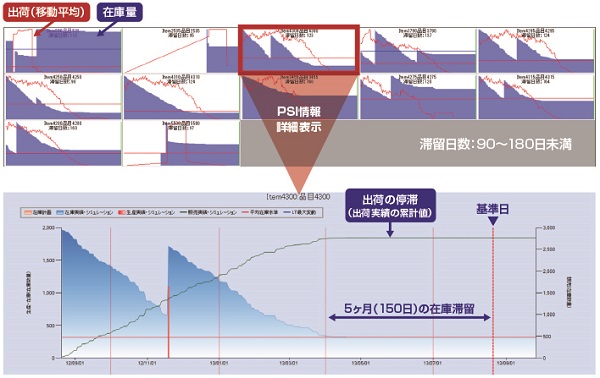
さらに、Locator(ロケーター)から製品個別在庫までドリルダウンすることも可能です。例えば、下記の製品は、5ヶ月(150日)間販売が止まっていて、その為、在庫がその期間まったく動いていないことが分かります。
「量産品の手配遅れ防止」を実現するには、「過剰在庫、特に滞留在庫の撲滅」と同様に、PSI VisualizerのLocator(ロケーター)を活用します。Locator(ロケーター)のPSI評価軸には、現在庫と在庫消化日数を用います。これにより、在庫消化の予想日数が少ない順に全製品がプロットされます。
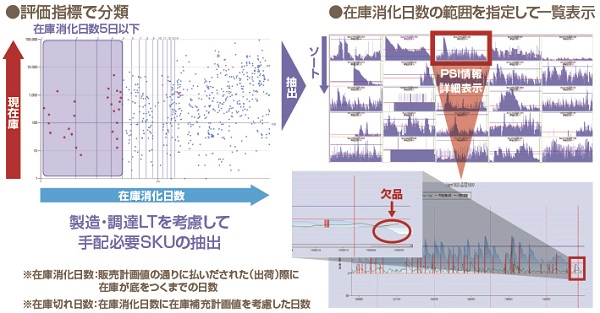
上記の画面サンプルでは在庫消化日数が5日以下の製品を指定し一覧をサムネイル表示させています。詳細グラフで確認すると、確かに5日目以降に在庫がマイナスになることが確認できます。生産部門に対して、生産計画の確認とその前倒し、必要な原材料の確認など、生産側での対応、場合によっては営業部門への顧客納品日の調整を依頼する事で緊急対応を防ぐ対策を行います。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
「在庫基準の定期見直し」もPSI VisualzierのLocator(ロケーター)を利用します。Locator(ロケーター)のPSI評価軸には、最小在庫水準とLT間需要最大変動(推奨在庫水準)を用います。これにより、必要な在庫水準に対して、在庫を多く持ちすぎているもの、逆に少ないものが対角線の上下にそれぞれプロットされます。
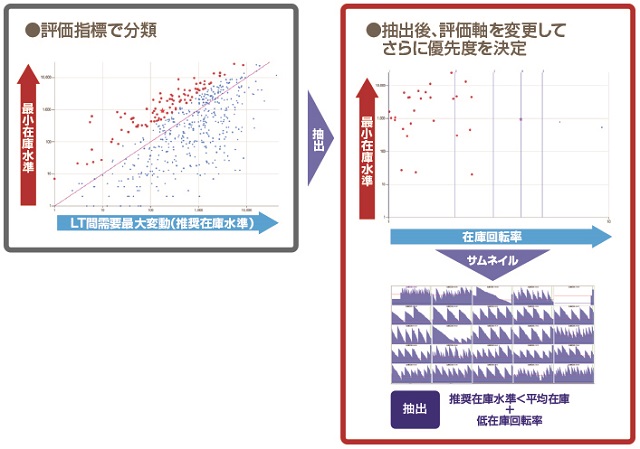
画面サンプルでは対角線に対して上(在庫水準が多すぎるアイテムで赤色のもの)にプロットされているアイテムが選択されていています(黒枠部分)。また、この画面サンプルでは対象アイテムだけにさらに絞り込んで、評価軸を在庫回転率に切り替え、回転数の少ない順に並び替えることで、低在庫回転率のアイテムを抽出(赤枠部分)しています。次に、あるアイテムに焦点を当てて、詳細をみてみましょう。
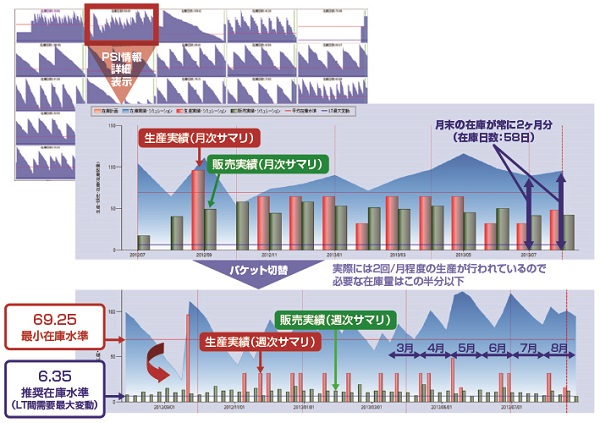
生産と販売のバランスを見るために、表示単位(バケット)を日から月単位に切り替えて、毎月の生産実績サマリ、販売実績サマリを比較します。毎月の生産量に対して販売量が届かない月が多く、結果として在庫が徐々に増えてきていることが分かります。また、表示単位を週に切り替えて見ると週単位では販売に対しては倍の量が生産されていることが分かります。
在庫水準が、約11倍(69:6)と生産量を落とす必要があることが分かります。在庫水準を大きく下げるとともに、生産ロットや生産タイミングを販売に合わせるように細かな生産調整を生産部門に指示する必要があることが分かります。
このように、PSI Visualizerを活用した需給在庫調整業務では、Locator(ロケーター)機能を使うことで問題在庫を改善し在庫水準を適正に保つことができます。高橋生産管理部長の需給調整も、ビジュアルに渡辺社長や鈴木営業課長に説明できるので、情報共有がスピーディーに行え、非常に調整が進めやすくなります。
その他、デモ・トライアル・導入相談など、お問い合わせも受け付けております

おすすめソリューション