在庫の見える化・適正化なら「SynCAS PSI Visualizer」
【 需要予測と在庫可視化で効果倍増!在庫削減の基本ノート 】【 価格や見積もりについてのお問い合わせ 】
前項までで証明したとおり在庫の状況把握は、日々把握することと、生産と販売も同時に比較することが必要です。このPSI把握を、数千数万品種ある全の在庫に適用しなければならないのです。よく、「販売上位20%の主要品種を管理していれば大丈夫」と言う話を聞きますが、在庫と欠品の削減を実行するには、特定品種だけでは管理できません。今回は主要品種の管理だけでは不可能なことをご説明します。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
今まで、在庫削減によるキャッシュフローの良化は、多くの所で言われてきました。しかし、日々の事業活動の中では、圧倒的に欠品抑制への要望が強いはずです。その理由は欠品が発生すると、お客様から苦情が来て営業部は謝罪し、販売機会損失があったと苦情を言い、急に増産するため生産部や資材部にも迷惑がかかります。物流も特別手配でコストは上がるなど、関連する多くの部署で、欠品リカバリーのために余分な作業が発生し、損失額も明確になります。だから欠品に対して、どうしても注力が注がれるのです。
一方、在庫の増加で困るのは誰か。限られた経営陣だけです。よって「どうせ売るのだから作っておいても大丈夫」「それより欠品が怖い」と言う気持ちが心の中に発生し、「在庫は期末だけ減らせればいい」と言う結論になりがちなのです。これを立証しているのが、現在の需要予測システムです。大半のシステムが欠品防止のための仕組みを重視しています。過去実績から販売を予測し、今の在庫を見て、次に作る日程をアシストする構造です。
しかし、需要予測精度には限界があります。ましてや欠品抑制が強い会社では、在庫を過剰に用意するようになります。販売予測よりも実績が少ない結果在庫が増加しても、アラートは先月末より増加したという表示くらいしか出ません。正確に把握出来ないまま増加した在庫はそのままになります。(月次管理による在庫把握については全校で説明したので除きます)いつの間にかヘドロのように過剰品種が増加し、在庫全体を膨らませていきます。ですが、SCM部門のKPIは、欠品抑制と在庫削減です。
欠品抑制に全力をあげながらも、在庫量が増加したときは当然在庫を削減するように指示が出されます。特に期末が近づくと貸借対照表の棚卸資産に影響が出るため、在庫削減の指示が強く出されます。
在庫削減を要請されたとき、SCMチームがすぐに出来るアクションは減産です。それも大量につくられる主力回転品の減産になります。
この結果、在庫は減りますが回転品の販売波動に耐えられず、欠品率は増加してしまいます。(図7)で表されているように、急激に在庫を削減した少し後から、欠品率は1.3%から3.1%に増加しています。
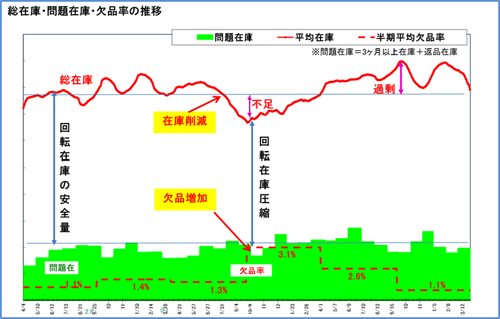
図7.問題在庫と問題在庫・欠品率比較(1)
正しく在庫を削減するには、過剰になっている在庫を的確に把握し、その在庫を処分または圧縮する必要があるのです。
しかし、どの在庫が増加しているのか把握が出来なければ手が打てないのが現状です。この結果、とにかく在庫を削減するために主要回転品で調整し、後から欠品になってしまうのです。
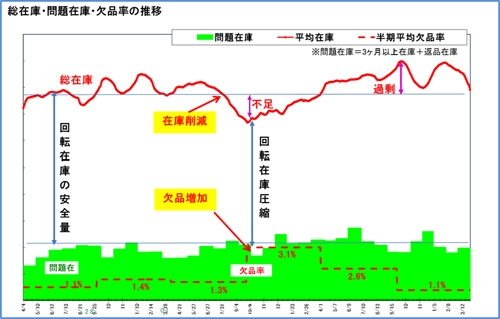
図8.問題在庫と問題在庫・欠品率比較(2)
図8では、問題在庫の削減により平均在庫を減少させています。このような削減の仕方だと、回転在庫は確保され、欠品率も安定します。
では問題在庫を削減する方法は何か。(表4)に表したとおり、圧縮と膨張防止の二つになります。
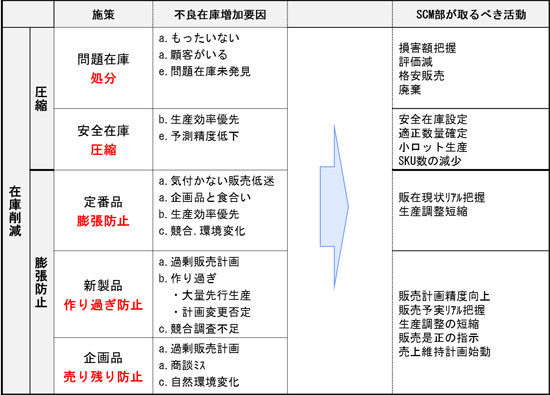
表4.問題在庫の削減方法
そして、圧縮と膨張の二つをもう少し分解すると、(1)販売が止まった問題在庫の処分、(2)安全在庫(在庫裁定量)の圧縮、(3)気付かずに膨張する定番在庫の抑制、(4)新製品のつくり過ぎ防止、(5)企画品の売り残し防止、の5パターンに分けられます。
この5つをSKUごとにきっちりと管理していれば、在庫は増加せず健全に減少するのですが、社内は簡単には許してもらえません。
在庫削減は総論では皆賛成しますが、各論になると反対意見が圧倒的に多くなるのです。それが(表4)の不良在庫増加要因です。例えば、ぜんぜん売れていない商品に対し廃棄処分の要請を出しても、「まだ顧客がいる」とか「もったいない」など、処分を引き伸ばしされます。
SCM部門は、これらの反対意見に対し、どちらが得かを説明し納得してもらい、在庫の適正化を進めなければなりません。しかし、最も課題となるのが、数千数万品種ある全の在庫のPSI現状を、リアルタイムに把握する手段がなく、SCM部門自体が問題在庫を正しく把握できていないことなのです。在庫の膨張を見逃し、売り残しを見逃してしまい、問題在庫を生んでしまっているのは、SCM部門に問題があるといえます。
そこで次回は、PSI(生・販・在)可視化のために開発されたシステム、PSI Visualizer によるPSI情報の可視化による分析の実例をご紹介します。
問題在庫を見つけるためのSynCAS PSI Visualizerの活用法に関するPDF資料や製品概要資料がダウンロードできます。
第4回 PSI VisualizerによるPSI実態の可視化
■ 全ての品種の生産・販売・在庫を管理する必要性
その他、デモ・トライアル・導入相談など、お問い合わせも受け付けております

おすすめソリューション

