IoT/AIによる工場の見える化コラム
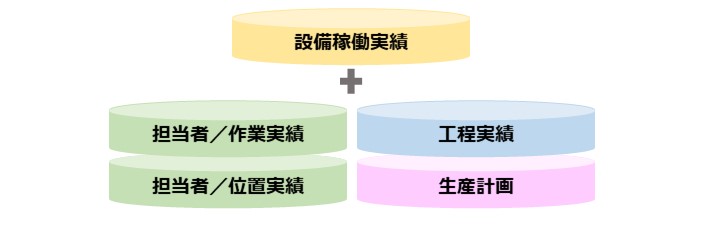
「生産性指標「稼働率と可動率」とは?概要や4つの低下要因、計算手法と評価例」のコラムでは、データを活用した改善の取り組み例として、稼働率と可動率に着目し、低下要因や必要なデータ、計算例をご紹介しました。今回のコラムでは、設備稼動データだけでなく、以下データの活用についてご紹介します。
設備に対して加工条件などの設定を行うと、そのあとは設定した時間や所定数に達するまで自動で運転を行います。設備が自動化され、決まったサイクルタイムや加工条件で稼動しているはずですが、なんらかのエラーが生じた場合などは人の対応が必要です。設備と人の連携が必要であり、人の対応作業に時間がかかったり、対応開始までのリードタイムが長かったりすることで、設備の稼動を下げてしまうことがあります。
このような稼働としての問題点を見ていくには、設備稼働データだけでなく、作業担当者の情報を組み合わせていくことが必要です。設備による加工や人の作業を組み合わせた、工程という考え方も必要です。工程ごとに開始・終了時刻、出来高数、トラブル等を記録していくフォーマットを用意している現場も多いかと思いますので、その工程ごとのデータも活用できます。
また、一般的に時間単位などの生産計画にもとづいた製造を行っているはずです。設備稼動などの実績データだけを使って可視化や分析をすると、良いか悪いかの判断の基準が少なく、評価をしづらいという課題があります。生産計画は、本来このように製造をしたい・できるはず、という意味のデータですので、この計画に対して実績がどうだったのかを見れば、遅れの有無や数量の過不足などの問題点に気づくことができるはずです。
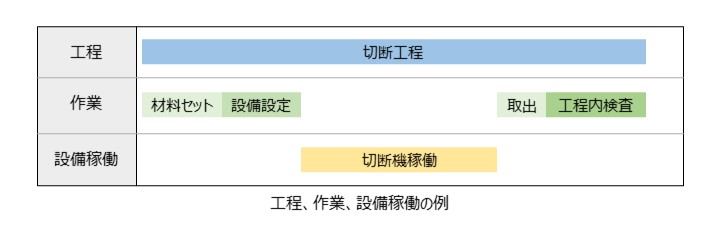
作業担当者は、設備の稼動に関わるさまざまな作業をその設備の前で実施しています。例えば、加工開始前の調整や段取り替え、加工完了後のワークの取り出し、工程内検査、トラブル時の調査や修理などです。
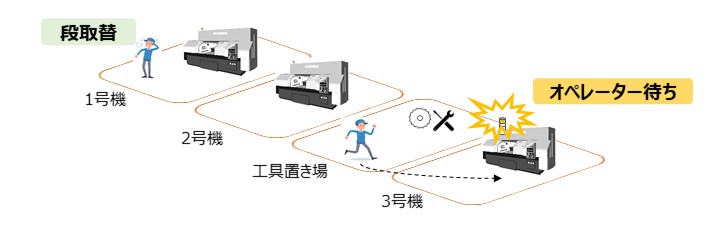
また、工作機械などでの加工では、作業担当者による準備が終わって加工開始すると、数十分から数時間、ある程度の長い時間、設備が自動で加工を進め、加工完了時やトラブル時に人を呼び出す形で運用されます。1人の作業担当者が複数の設備を掛け持ちし、各設備を順番に設定・稼動させながら、予定されている製造を進めていくことになります(多台持ち)。
このような場合、人に起因する設備の不稼動時間が増える傾向があります。他の設備の準備完了をまっている時間や、設備の加工完了に作業担当者が気づかなかったり、トラブルで人の対応が必要なのに対応が遅れてしまったりするためです。現場の方達からも問題として認識しているようなことはお聞きしますが、実態として記録されていなかったり、見えるようになっておらず、課題として取り上げられにくいようです。担当者の作業がいつからいつまで行われたのか、という正しいデータを記録することができれば、どのような問題がどの程度あるのかを把握することができるようになります。
さらに、このような現場では、作業担当者の滞在場所・位置データから見えることもあります。
作業担当者は、別の設備の前にいったり、工具や材料を取りに資材置き場へいったり、事務スペースで伝票を処理したり、工場内の様々な場所を移動しています。トラブル対応の初動が遅れた場合など、その人が当時どこにいて作業をしていたのか、いつ気づいて問題の場所に到着したのかなど、位置データから確認ができるようになります。
企業や製造方法により様々ですが、ここでは、製造の開始から完了までの間にある作業のかたまりを工程としています。例えば、切断、圧延、切削、熱処理、塗装・表面処理、バリ取り、検査などです。
それぞれの工程には、前述の設備付帯作業や設備による自動加工など、より具体的な作業や時間が含まれます。この工程としての開始や終了の時刻、工程で製造された数量などの実績情報を工程実績データとします。設備稼動データが工程実績データとほぼ同じ意味になる設備もありますが、多くの場合は工程実績データの方が広い範囲を指します。
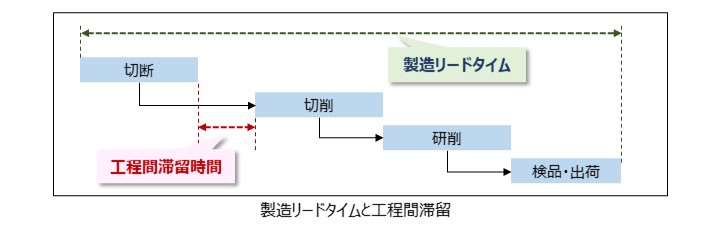
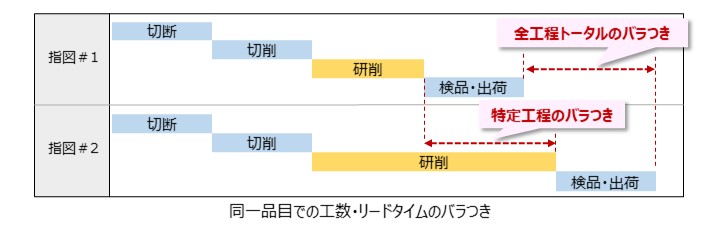
工程実績データからは、人の作業も含む一連の製造の流れとして評価ができます。特に、品番やロット番号をキーにして各工程の実績を見ることで、製造リードタイム、工程間での滞留時間、同一品目での工程実績時間のバラつき具合などを把握できるようになります。
ここまで紹介したデータは、発生した事実を記録した実績データでした。生産計画は、どの設備や資材を使い、どのオーダ・品目を、何時から何時まで、何個作るか、というような計画の意味のデータです。数か月先までの月次粒度などの大日程もありますが、ここでは小日程レベル(設備や日・時間の粒度)の計画を指しています。
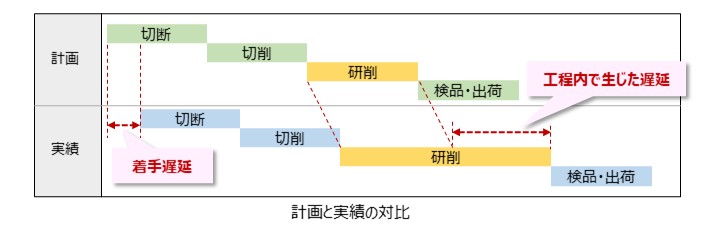
計画データと実績データを組み合わせる、つまり、予定時刻に対する実績時刻、予定工数に対する実績工数、予定数量に対する実績数量というように対比をさせることで、本来あるべき姿に対してのギャップに気づくことができるようになります。実績データだけの場合は、先週と今週の実績の比較、過去数週間のトレンド(推移)、品目Aと品目Bの比較、というように見ていくことで改善傾向にあるかどうかなど評価することができますが、本来の目標値を基準に対してどうか?という見方も効果的でしょう。
設備稼動実績と作業実績、位置実績の3つの実績データを組み合わせた例をご紹介します。
例えば、設備のトラブルがあって作業担当者が対策を行ったというケースを仮定し、以下のようなガントチャートで可視化すると状況がよくわかります。
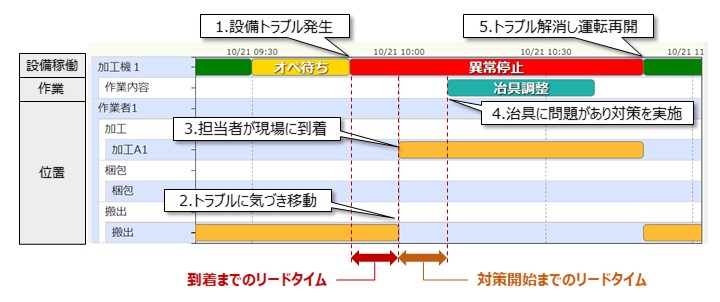
まず、設備稼動の実績データでは、何かしらのトラブルがあって異常停止が生じたことが記録されます(図中の1)。その時間に作業担当者は別の場所で別の作業を行っていましたが、トラブルに気づき、設備前に移動をしたことが位置実績データからわかります(図中の2、3)。設備の状態を確認すると、治具に問題があることがわかり、調整や交換を行ったことが作業実績データに記録されます(図中の4)。対策により問題は解消し、設備はもとの運転を再開したことが設備稼動実績データからわかります(図中の5)。
この例ですと、異常停止は60分間あり、そのうち、担当者が気づいて現場に到着するまでに5分、問題・原因を切り分け対策を開始するまでに5分、対策作業に30分間を要したことがわかります。治具の問題発生を防止する、または、治具の問題が発生したとしてもすぐ気づき原因を特定し対策完了するまでの時間を短縮できれば、この60分間の不稼動時間に対する改善となります。
このように、実績を正しく記録することにより、問題の程度(不稼動の時間や回数)や、改善できた場合のポテンシャル(仮に防止や軽減ができた場合に向上が期待できそうな時間など)を定量化できるようになります。また、データを組み合わせることで、設備トラブルという1つの事象を、複数の問題個所や要因に分解して捉えることができ、改善施策を検討しやすくなります。
稼働率や可動率の改善、工場の見える化、データ分析に関するおすすめの製品・ソリューションをご紹介しています。
製品カタログなどもございますので、お気軽にご確認ください。
日立ソリューションズ東日本についてご質問など、お問い合わせはこちら。
お気軽にご相談ください。
おすすめソリューション
